Производственный процесс
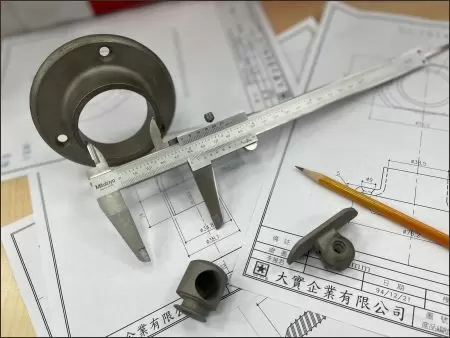
Производство компонентов и фурнитуры из нержавеющей стали - Сначала: проектирование и изготовление форм
В DAH SHI наша команда стремится к тесному сотрудничеству с нашими клиентами на протяжении всей фазы проектирования до окончательной квалификации. Это гарантирует, что и штамп, и готовая продукция соответствуют всем требованиям клиента. Наши дизайнеры аксессуаров для поручней работают вместе с производителями пресс-форм, используя последние программные средства стандартов отрасли для проектирования и изготовления. Наша система компьютерного управления производством (CAM) эффективно считывает файлы данных и генерирует сложные формы, облегчая создание точных и экономически выгодных литейных форм. Наши инженеры оценивают литейные свойства конструкций фитингов для перил, и они предлагают рекомендации для улучшения литейной производительности и дизайна. Эти инженеры хорошо знакомы с производственными процессами и обеспечивают непрерывную поддержку во время производства. Независимо от исходного чертежа, наши инженеры могут превратить его в материальную модель. Этот надежный чертеж позволяет вам ясно представить себе конечный профиль аксессуаров из нержавеющей стали для ограждений.
Процесс штамповки - штамповка и производство фитингов из нержавеющей стали для круглых и квадратных труб
Наша команда по проектированию и производству имеет десятилетний опыт работы в отрасли профессиональной обработки нержавеющей стали. Мы учитываем потребности клиентов в толщине продукта, учитывая безопасность и прочность после установки. Мы предлагаем решения с использованием нашего опыта в нержавеющей стали, включая круглые трубчатые основания, аксессуары для лестничных перил, нержавеющие стальные шары, опоры поручней с соединительными столбами, локти, стеклянные зажимы и фитинги для квадратных труб. Мы используем штамповку, литье с удалением воска и лазерную резку для производства, сосредотачиваясь на конструкционных деталях, требованиях заказчика, стандартах безопасности и эффективности монтажа, чтобы определить пригодность штамповки для фитингов круглых и квадратных труб. Наши эксперты в производстве аксессуаров для нержавеющих стальных лестничных ограждений, акцентируя внимание на точности в процессах проектирования и производства, гарантируют, что наши клиенты получают качественные продукты, соответствующие стандартам безопасности и могут быть быстро установлены. Будь то аксессуары для лестничных перил или другая архитектурная фурнитура, наш опыт в нержавеющей стали имеет то, что вам нужно.

Процесс удаления воска - изготовление и обработка локтевого колена из нержавеющей стали
В компании нержавеющей стали Professional Processing мы специализируемся на обработке литья по выплавляемым моделям и производим различные изделия из нержавеющей стали, включая основания и фланцы труб, аксессуары для лестничных перил, шарики из нержавеющей стали, опоры для перил с соединительными элементами, колена из нержавеющей стали, зажимы из нержавеющей стали. , фитинги для квадратных труб и различное строительное оборудование.
Будь то разработка новых аксессуаров для нержавеющих стальных перил для лестниц или использование дизайна, предоставленного клиентом, наше стремление к качеству и точности остается неизменным. При разработке новых продуктов или внедрении индивидуальных проектов наши инженеры, обладающие многолетним опытом производства, учитывают необходимую функциональность, безопасность, прочность и конкретный материальный состав изделия, а также учитывают потерю толщины, необходимую для достижения желаемого внешнего вида продукта. Мы используем процесс литья с удалением воска, чтобы оживить эти дизайны, открывая формы для производства и гарантируя точное воспроизведение каждой детали.
После того, как будет взят образец нержавеющей стали, мы проводим детальные обсуждения с клиентом на основе качества и точности, чтобы решить последующие шаги в процессе производства. Чтобы гарантировать, что высококачественная нержавеющая стальная продукция может быть предоставлена в соответствии с конкретными требованиями клиента.

Впрыскивание расплавленного воска для изготовления модели - первый шаг процесса удаления воска
Технология обработки нержавеющей стали включает несколько этапов, и первый из них в литье по теряющемуся модели - создание восковой модели литейного изделия путем впрыскивания воска через металлическую форму. Этот процесс начинается с плавления воскового материала, а затем его введения в форму. В настоящее время существуют два метода впрыска воска: полностью автоматический впрыск воска с помощью роботизированных рук и ручной впрыск воска. Мы тщательно создаем эксклюзивную восковую модель для каждой требуемой готовой детали, чтобы убедиться, что она соответствует стандартам, соответствующим заказанным клиентом чертежам. Если клиенты требуют только образец модели, мы также предлагаем возможность 3D-печати. Это позволяет нам быстро создавать модель и предоставлять клиентам необходимые образцы. Наши специализированные услуги по обработке предлагают гибкость клиентам в разработке новых нержавеющих стальных локтей и архитектурных фурнитур, что позволяет им легко достигать своих целей в области дизайна и производства.

Восстановление воскового моделирования - второй этап процесса удаления воска
В процессе литья по утраченной восковой модели, после завершения инъекционного формования восковой модели из нержавеющей стали, мы проводим тщательную ручную проверку и ремонт восковой модели. Это делается для того, чтобы гарантировать, что грубые объекты, которые впоследствии отливаются, не имели избыточных заусенцев, тем самым уменьшая время и усилия, необходимые для удаления заусенцев. Работа по ремонту восковой модели является экономически эффективным решением для наших клиентов, так как она экономит как время обработки, так и затраты.

Сборка дерева воскового образца - третий этап процесса удаления воска
Перед началом процесса литья мы используем точные формы для создания восковой модели из нержавеющей стали. Эти восковые модели соединяются с центральным восковым стержнем (называемым "деревом" или "протоком") через "проток", в конечном итоге образуя литейный кластер или сборку, которая затем устанавливается на литейный стаканчик. Мы учитываем удобство обработки изделия при выборе мест для ворот, чтобы обеспечить сохранность корпуса изделия и облегчить шлифовку.

Омачивание и сушка - четвертый этап процесса удаления воска
В процессе литья по утраченной форме эти компоненты, похожие на деревья, замачиваются в жидкой керамической смеси, а затем покрываются очень мелким песком для создания керамической оболочки. Затем они оставляются на сушку в сухой среде, и процесс замачивания и сушки повторяется до достижения желаемой толщины, создавая керамическую форму для литья.

Удаление воска и создание керамической оболочки - пятый этап процесса удаления воска
В процессе литья нержавеющей стали, после создания керамической оболочки, следующим шагом является ее нагрев. Цель этого процесса нагрева - полностью расплавить восковую форму компонента деревянной нержавеющей стали, создавая пустую модель, готовую для заполнения расплавленным металлическим нержавеющей стали для последующего процесса. После обжига при высоких температурах, подготовленная пустая керамическая оболочка быстро принимает в себя впрыскивание жидкой нержавеющей стали.

Плавление и заливка - шестой этап процесса удаления воска
Перед заливкой жидкого металла из нержавеющей стали, пустотелую керамическую форму необходимо обжигать при высоких температурах для удаления остаточного воска и влаги, дополнительного улучшения прочности керамической формы и повышения текучести расплавленного металлического сплава. Впоследствии, подготовленный жидкий металлический сплав с компонентами из нержавеющей стали заливается в предварительно нагретую керамическую форму. После ожидания застывания нержавеющей стали, отделяется керамический слиток-раковина, и освобождается каждый нержавеющий стальной заготовка, соединенная с формой дерева.

Снятие и очистка - седьмой этап процесса дегидратации
После завершения литья из нержавеющей стали методом потерянного воска, необходимо дождаться полного охлаждения и затвердевания нержавеющей стали и керамической оболочки формы. Затем мы используем оборудование, такое как вибрирующая машина для оболочки или физические методы, например, опрыскивание водой, чтобы удалить керамическую пленку оболочки. Когда форма оболочки успешно удалена, остаются только отдельные заготовки из нержавеющей стали, соединенные с деревом.

Резка - восьмой этап процесса удаления воска
После того, как нержавеющая сталь была отлита методом потерянного воска, керамическая раковина была разрушена, а затем нам нужно было удалить нержавеющую стальную заготовку, соединенную с формой дерева. Далее мы должны перейти к следующему шагу: использовать высокоскоростной режущий станок, чтобы отдельно отрезать деревообразные пустые объекты из нержавеющей стали, отделяя их от дерева в центре. Эти отрезанные металлические заготовки имеют необработанный темно-серый металлический вид.

Удаление ворот - девятый шаг процесса дегазации
После разрезания соединения между нержавеющим стальным пустым объектом и древовидной структурой остаются так называемые воротники. Работа на этом этапе заключается в шлифовке воротников, но это необходимо делать осторожно, чтобы не повредить корпус нержавеющего стального пустого объекта. Это поможет последующему процессу обработки, и заготовка не будет повреждена до такой степени, чтобы ее списать и переработать.
Лазерная обработка - лазерная резка нержавеющих стальных пластин
Наш метод массового производства в основном основан на литейном производстве из нержавеющей стали методом потерянного воска и штамповке, который используется для производства оснований круглых труб, аксессуаров для лестничных перил, нержавеющих стальных шаров, нержавеющих стальных ручек и соединений столбов, нержавеющих стальных локтей, нержавеющих стальных зажимов для стекла, аксессуаров из нержавеющей стали для квадратных труб для строительного оборудования и других продуктов. В области профессиональной обработки нержавеющей стали, когда конструкционные чертежи клиента требуют изделий различных размеров и небольших партий, производство штампов или восковых моделей не является экономически целесообразным. Для решения этой проблемы наши чертежники и инженеры-технологи обсудят разбор чертежей и предложат практические методы. Мы разбираем изделие, составляем точные чертежи для производства, а затем используем технологию лазерной резки для обработки нержавеющих стальных пластин или трубных фитингов. Этот точный метод производства лазерной резки может не только сэкономить клиентам стоимость и время открытия формы, но и относительно улучшить точность размеров продукта. Мы стремимся предоставлять нашим клиентам продукцию из нержавеющей стали высочайшего качества; независимо от того, какой продукт вам нужен, независимо от вашего количества, мы можем удовлетворить ваши потребности.

Инспекция
Начальная инспекция
После завершения литейного процесса из нержавеющей стали методом потерянного воска, мы стремимся обеспечить, чтобы качество и размер заготовки соответствовали самым высоким стандартам, что включает измерение размера заготовки и проверку внешнего вида. В терминах измерения размеров мы тщательно проверим детали, необходимые для последующей обработки, включая толщину, диаметр отверстия и высоту, чтобы обеспечить достаточное количество материала для последующей обработки. Если размер не соответствует стандарту и не может быть изменен, мы немедленно устраняем его и повторно обрабатываем. Мы никогда не будем продавать некачественные товары клиентам, потому что мы стремимся к абсолютному доверию клиентов к нашим продуктам и обязуемся предоставлять клиентам 100% надежные продукты.

Анализ материалов для компонентов и фитингов из нержавеющей стали
Производимые нами аксессуары из нержавеющей стали должны соответствовать международным стандартам материалов для пропорций металла из нержавеющей стали, чтобы обеспечить отличную производительность и долговечность. После каждого литья печи тщательно сохраняется тестовый блок, и создается подробный отчет о материальных испытаниях для проверки соответствия стандартам отрасли. Таблица состава анализа материала доступна по запросу для ознакомления наших клиентов. В DAHSHI мы придерживаемся самых высоких стандартов качества, предоставляя надежные решения для ваших потребностей в нержавеющих стальных компонентах и фитингах.

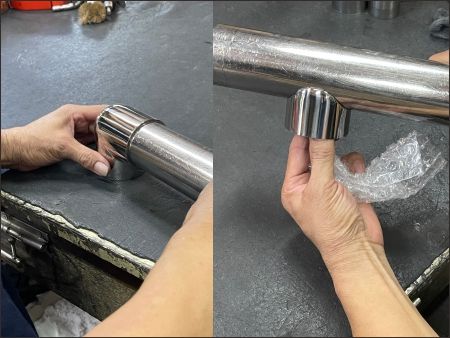
Выпрямление
После измерения размеров и проверки качества нержавеющей стали, мы приступим к процессу формирования заготовки. Цель этого процесса формирования - улучшить размерную точность последующей обработки, снизить допуски. Например, обработка на токарном станке после формирования направлена на увеличение истинной округлости и снижение эксцентриситета, чтобы обеспечить повышение точности размеров изделия. При установке или вставке круглых труб клиенты не столкнутся с отклонением от центра.

Последующая обработка
Сварка
После того, как нержавеющие стальные пластины будут штампованы или вырезаны лазером, нам необходимо точно сварить и объединить эти штампованные или полуфабрикаты из нержавеющей стали с другими трубами и заготовками из нержавеющей стали, а затем приступить к процессу полировки. Процесс сварки должен обеспечивать прочность и целостность изделия после сборки, чтобы удовлетворить требования заказчика к функциональности продукта.

Сверление Резьбовая обработка
Перед сверлением и нарезкой заготовок из нержавеющей стали мы должны выполнить операции формообразования, чтобы гарантировать, что диаметр отверстия и нижняя поверхность имеют правильный угол с конструкционным чертежом или являются вертикальными под углом 90 градусов. Только в этом случае резьба отверстий для винтов будет оставаться вертикальной, а центр круглого отверстия будет находиться в правильном положении. Мы обращаем внимание на детали каждого производственного процесса, чтобы гарантировать, что конечный продукт соответствует высоким стандартам качества и отлично функционирует.

Резка трубы
В нашем портфолио продукции для производства нержавеющих стальных перил и поручней мы используем круглые или квадратные трубы различных размеров и длин. Для достижения такого разнообразия нам необходимо выполнять большое количество обрезки фитингов из нержавеющей стали в процессе производства. Для изделий, где требуется резка круглых труб и сверление, мы используем технологию лазерной резки, которая позволяет нам достичь точной резки и сверления эффективно. Для продуктов с более короткими размерами и меньшими количествами мы используем высокоскоростные режущие машины. Мы стремимся использовать соответствующие методы обработки для производства высококачественных изделий из нержавеющей стали для наших клиентов.

Обработка дерева
Перед изготовлением аксессуаров для нержавеющих стальных лестничных ограждений мы сначала выполняем процесс формования для улучшения круглости и плоскости изделия. Через этот шаг мы можем гарантировать отсутствие отклонения центра во время обработки на токарном станке. Таким образом, продукт может достичь идеального сочетания при установке и использовании. Для продуктов с большим объемом, но низким разнообразием, мы используем станки с ЧПУ, а для небольших партий, но с высоким разнообразием продукции, мы обращаемся к полуавтоматическим токарным станкам. Мы постоянно стремимся к лучшим методам обработки, чтобы обеспечить высококачественную продукцию.

Полировка
В процессе производства аксессуаров из нержавеющей стали для строительных конструкций, полировка занимает важное положение. Нам необходимо отполировать бороздки, образовавшиеся после сверления и нарезания резьбы. Аналогично, после завершения сварочной комбинации необходимо полировать сварочное место, а также полировать детали, обработанные на токарном станке. Наш процесс полировки включает не только один этап, но требует 3-4 различных этапов обработки, чтобы в конечном итоге достичь идеальной поверхностной обработки, включая песчаную поверхность и яркую поверхностную обработку. Такая тщательная обработка гарантирует, что наши продукты соответствуют высоким требованиям клиентов по внешнему виду и текстуре.

Финальный осмотр и упаковка
На последнем этапе всего процесса производства фитингов из нержавеющей стали мы проводим контроль качества и упаковку. На этапе контроля качества используются круглые трубы, проверяемые ежегодно нотариальной инспекционной службой, и каждый произведенный продукт проходит индивидуальную проверку. Только если он проходит проверку, соответствует требованиям по диаметру трубы и не имеет дефектов, таких как песчаные ямы на поверхности, он будет упакован и отправлен. Мы стремимся обеспечить, чтобы каждый продукт, который получают наши клиенты, был высокого качества и соответствовал самым высоким стандартам.
Пожалуйста, свяжитесь с нами, если вас интересует сотрудничество с DAH SHI для ваших профессиональных потребностей в производстве нержавеющих стальных перил, металлических ограждений и сопутствующих аксессуаров.