生產製造流程
不鏽鋼扶手欄杆配件的生產是使用脫蠟鑄造、沖床加工、及雷射切割 – 首先是製圖開模
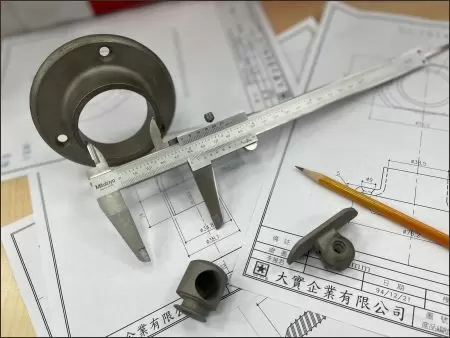
在大實,我們的團隊致力於與客戶密切溝通合作,從整個設計階段到最終量產階段,以確保模具開發和最終產品符合滿足所有客戶的要求。不鏽鋼扶手配件設計開發人員與模具製造商合作,並且利用最新的製圖軟體進行設計和製造, 計算機輔助製造 (CAM) 系統可高效讀取數據文件並生成複雜的模具,從而有助於創建精確且經濟高效的澆鑄模具。我們的製造工程師會評估客戶的扶手配件設計的可行性,並提高產品安全性和設計的建議;工程師們熟悉所有的生產流程,並在生產製造過程中提供更佳的意見加速生產流程。任何的圖面,我們的設計人員及製造工程師都可以將其轉換為有形的實體模型。通過這張實體圖,您可以清晰地看到不銹鋼欄杆配件的最終實體產品。
沖壓製程 - 不鏽鋼圓管及方管配件的專業加工與製造
我們的設計和製造團隊在不銹鋼專業加工行業擁有數十年的經驗,能夠解決客戶對產品厚度要求的問題,以及為客戶考慮安裝後的安全和強度要求,及施工安裝效率等關鍵因素。利用我們在不銹鋼加工技術方面的專業知識為這些配件提供了一系列的解決方案。我們的解決方案包括圓管底座、樓梯欄杆配件、不銹鋼圓球、不銹鋼扶手與立柱接頭、不銹鋼彎頭、不銹鋼玻璃夾、不銹鋼方管配件等。 我們使用沖壓加工、脫蠟鑄造加工和雷射切割生產不銹鋼產品,我們非常注重建築五金整體構造中的每個細節,客戶要求的規格、安全標準和安裝效率,以確定沖床沖壓加工是否適合製作這些零件特殊不銹鋼圓管和方管配件。我們能成為不銹鋼樓梯欄杆配件製造的專家的方法是,強調設計和生產工序的精度,確保我們的客戶獲得符合安全標準且可快速安裝的優質產品。 無論是樓梯欄桿配件還是其他建築五金件,我們的不鏽鋼專業知識都能滿足您的需求。

脫蠟製程 - 不鏽鋼樓梯彎管接頭的脫蠟加工製造
在不鏽鋼專業加工領域,我們提供脫蠟鑄件加工服務,專注於製造各種不銹鋼產品,包括圓管底座、樓梯欄杆配件、不銹鋼圓球、不銹鋼扶手與立柱接頭、不銹鋼彎頭、不銹鋼玻璃夾、不銹鋼方管配件等建築五金。
無論我們是設計新的不銹鋼樓梯欄杆配件還是採用客戶提供的設計,我們對品質和精密度的自我要求始終如一。在設計新產品或實施客製化設計時,擁有多年製造經驗的工程師會考慮產品所需的功能、安全性、強度和具體材料成分,還有毛胚的厚度損耗後,才能夠安排開模具的生產,確保準確完成每個細節。
不銹鋼毛胚樣品完成後,我們會根據樣品和圖面再次與客戶進行更詳細的討論,以進行接下來的大量製造生產等後續步驟。確保客戶得到高品質的不銹鋼產品。

射蠟 - 脫蠟製程第一步驟
在不鏽鋼加工技術中,脫蠟鑄件加工技術的第一步驟,是通過金屬模具將蠟注射成型,而得到鑄件的蠟模。這個過程始於將蠟材料熔化,並導入模具中,目前有以機器手臂的全自動射蠟和人工射蠟,來製作出精確的蠟模零件。對於每一個所需的成品零件,我們都精心製造一個專屬的蠟模,為確保客戶所訂購的每個零件都達到與圖面相符的標準。如果只需要一個試樣模型,我們也提供3D列印的選擇,這使我們能夠迅速創建模型,為客戶提供其需要的樣品。這種靈活性,是我們為滿足客戶在開發新的不鏽鋼彎頭和建築五金專業加工的服務,以確保客戶能夠輕鬆地實現其設計和製造目標。

修蠟模 - 脫蠟製程第二步驟
在脫蠟鑄造加工中,當不鏽鋼蠟模注射成型完成後,我們進行人工檢查和修蠟模的工作,以確保後續澆鑄的毛胚物件不會有過多的毛邊,從而減少後續去毛邊工序所需的時間,這項修蠟模的工作主要是在為客戶節省加工時間和成本。

蠟模組樹 - 脫蠟製程第三步驟
在澆鑄過程開始之前,我們使用精密模具製造不鏽鋼物件的蠟模。這些蠟模透過「澆口」與中央蠟棒(稱為「樹」或「澆口」)相連,最終形成鑄造簇或組件,然後安裝到澆注杯上。我們選擇澆口位置時考慮產品加工容易度,以確保不損害產品本體並使磨除更容易進行。

浸漿、乾燥 - 脫蠟製程第四步驟
在脫蠟鑄造過程中的浸漿,就是將這些樹狀的組件浸泡在液體陶瓷漿料中,接著覆蓋極細的沙子,以建構陶瓷外殼。然後,將其置於乾燥環境中使其乾燥,反覆進行浸泡和乾燥的過程,直到達到所需的堅固厚度,從而創造一個澆鑄用的陶瓷殼模。

熔蠟建殼模 - 脫蠟製程第五步驟
在澆鑄不鏽鋼的過程中,一旦陶瓷殼模建置完成,下一步是對其進行加熱處理。這個加熱過程的目的是將樹狀不鏽鋼配件的蠟模組件完全融化,為接下來的工序創造一個準備好填充熔融不鏽鋼金屬液體的中空模型。經過高溫燒製後,準備好的中空陶瓷殼模會迅速接受液體不鏽鋼金屬的注入。

澆鑄 - 脫蠟製程第六步驟
在倒入液態不鏽鋼金屬之前,必須將中空陶瓷殼模進行高溫燒製,以去除殘留的蠟和水分,進一步提高陶瓷殼模的強度,以及增強熔融金屬合金的流動性。隨後,將已調配好的不鏽鋼成份的液態金屬合金,倒入預熱的陶瓷殼模中。等待不鏽鋼金屬凝固之後,再將漿料陶瓷殼模脫離,並將連結於樹狀的各個不鏽鋼毛胚物件釋放出來。

震殼模 - 脫蠟製程第七步驟
在不鏽鋼脫蠟鑄造澆鑄完成後,必須等待不鏽鋼液態金屬和陶瓷殼模完全冷卻並凝固。然後,我們使用震殼機等設備,或進行水噴射等物理處理,來去除陶瓷殼膜。當殼模被成功移除後,只留下連結於樹狀的各個不鏽鋼毛胚物件。

切斷 - 脫蠟製程第八步驟
在不鏽鋼脫蠟澆鑄後,陶瓷殼模遭到震碎,然後我們需要取出連結於樹狀的不鏽鋼毛胚物件。接下來,我們必須進行下一個步驟:使用高速切斷機逐一切割樹狀的不鏽鋼毛胚物件,使其與中心的樹分離。這些切割下來的金屬毛胚物件呈現未經加工處理的深灰金屬原色外觀。

磨澆口 - 脫蠟製程第九步驟
在不鏽鋼毛胚物件與樹狀結構的連接處經過切割後,會留下所謂的澆口痕跡。這個階段的工作是將這個澆口磨除,但必須小心操作,以確保不會損傷不鏽鋼毛胚物件本體,不傷及不鏽鋼毛胚物件本體,才會助於後續的加工工序,毛胚才不至於被報廢回爐。
雷射切割製程 - 不鏽鋼鋼板的雷射切割加工
我們的量產方式主要是不鏽鋼脫蠟鑄造和沖壓製造,用於生產圓管底座,樓梯欄杆配件,不銹鋼圓球,不銹鋼服手與立柱接頭,不銹鋼彎頭,不銹鋼玻璃夾,不銹鋼方管配件建築五金等產品。在不銹鋼專業加工領域中,當客戶設計的圖紙中,產品是多樣化的尺寸和數量需求少量時,開沖壓模具或脫蠟模具的方式生產就不符合成本效益。為解決這個問題,我們的製圖人員和製造工程師經過討論,會提出如何拆解圖面並提出切實可行的方法,我們將產品拆解並劃出精確的製造圖,然後使用雷射切割技術來加工不銹鋼鋼板或是不鏽鋼管件,這種高度精密的雷射切割生產方式,不僅能為客戶節省開模的成本和時間,產品尺寸的精密度也相對提高。我們致力於為客戶提供最優質的不銹鋼產品,無論您需要哪種產品、無論您的數量多寡,我們都能滿足您的需求。

品檢
量測
在不銹鋼脫蠟鑄造完成後,我們致力於確保毛胚的品質和尺寸符合最高標準,這包括毛胚尺寸的測量和外觀的檢查。尺寸測量方面,我們會仔細檢查後續加工所需的零件,包括厚度、孔徑和高度,以確保有足夠的材料進行後續的加工工序。如果尺寸未達到標準而且無法整形,我們將立即淘汰,並進行回爐處理。我們堅決不會將不合格的產品銷售給客戶,因為我們追求客戶對我們產品的絕對信心且致力於為客戶提供百分之百可靠的產品。

不鏽鋼配件材質分析
我們所生產製造的不鏽鋼配件一定符合國際不鏽鋼金屬比例成分的材質標準,以確保不鏽鋼的耐用性。每一爐的澆鑄後,留一個試塊並做材質的測試分析報告,以確認毛胚物件的金屬成份分析是否符合標準,並且將其材質分析成份表留底,已備客戶需要。在大實,我們秉持以最高的品質標準提供客戶所需的不鏽鋼零配件。

整型
經過不鏽鋼毛胚的尺寸測量和品檢後,我們將進行毛胚整型程序。這個整型過程的目的是為了提高後續加工的尺寸精確度,同時降低公差。例如,整形後進行車床加工,是為了增加真圓度、降低偏心,以確保產品尺寸的精確度提高,並且客戶在使用安裝套入圓管或插入圓管時不會出現中心偏移現象。

後續加工
焊接
不鏽鋼板材經過沖壓或雷射切割後,我們需要將這些沖壓或雷射後的半成品與其他管材、不鏽鋼毛胚件進行精密焊接組合,然後再進入拋光的工序。焊接的工序必須確保產品組合後的堅固性和完整性,以滿足客戶對產品功能的要求。

鑽孔攻牙
在不鏽鋼毛胚物件進行鑽孔攻牙之前,我們必須進行整型操作,以確保孔徑與底部面呈現與設計圖上正確的角度,或者呈現90度的垂直狀態。只有在這樣的情況下,螺絲孔的螺紋才能保持垂直,圓孔的中心位置才會在正確的位置。我們注重每個製造過程的細節,以確保最終產品達到高品質標準,並且產品功能性完美的呈現。

切管
在生產不鏽鋼欄杆扶手的產品組合中,我們使用各種尺寸和長度的圓管或方管。為了達到這種多樣性,我們需要在製造過程中進行大量不鏽鋼管件的裁切。對於裁切圓管並需要進行鑽孔的產品,我們使用雷射切割技術,這使我們能夠高效地實現精確的切割和鑽孔。對於那些尺寸較短且數量較少的產品,我們則使用高速切斷機。我們致力於使用適當的加工方式,以確保為客戶生產出高品質的不鏽鋼欄杆扶手的產品。

車床
在製造不鏽鋼樓梯欄杆配件之前,我們首先執行整形程序,而這是為了提升產品的真圓度和平整度。通過這個步驟,我們可以確保在車床加工過程中不會出現中心偏移的情況。這樣一來,產品在安裝和使用時能夠實現最完美的組合。對於大批量但種類較少的產品,我們使用CNC車床加工,而對於數量較少但種類多的產品,我們轉而使用半自動化的車床加工。我們不斷追求最佳的加工方式,以確保提供高品質的產品。

拋光
在不鏽鋼建築五金配件的生產過程中,拋光加工佔據著極為重要的地位。我們必須對鑽孔攻牙後形成的毛邊進行拋光,同樣,在焊接組合完成後,焊接位置也需要經過拋光處理,並且車床加工後的部位也需要進行拋光加工。我們的拋光加工程序不僅僅包括一道工序,實際上需要經歷3到4個不同的加工階段,最終才能達到最完美的表面處理,包括砂面和亮面處理。這樣的精細加工確保了我們的產品在外觀和質感上都能滿足客戶的高品質要求。

品檢包裝
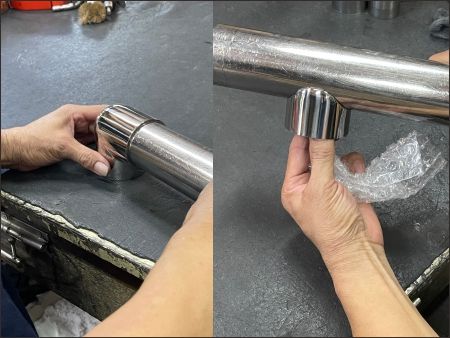
在整個不鏽鋼配件生產過程的最後階段,我們進行品質檢驗和包裝作業。這個品檢階段使用經過每年由公證檢驗單位驗證的圓管,對每個生產的產品進行逐一檢查。只有在通過檢查的情況下,符合管徑要求且無任何瑕疵,例如表面砂孔等,才會被允許進行包裝和出貨。我們致力於確保客戶收到的每個產品都是優質的,並符合最高的標準。
如果您有興趣與大實合作專業製造不銹鋼扶手、金屬欄杆及相關配件的需求,請隨時與我們聯繫。